

Показано с 1 по 10 из 21
-
22.10.2007, 01:25 #1Новичок


- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
 Расскажу вам о литье, большом художественном
Расскажу вам о литье, большом художественном
Литье металла по газифицируемым моделям ломает стереотипы литейщиков.
Пути создания своего производства отливок.
В литейном деле набирает популярность удобная технология, когда получить модель отливки означает уже наполовину получить отливку. Модель отливки – пенопластовая, как упаковка от телевизора, или разовая пищевая тарелка, которых штампуют миллионами на автоматах, а плитами полистирола утепляют наружные стены высотных домов.
По схожей технологии для серии отливок модели производят задуванием порошка полистирола в легкие алюминиевые пресс-формы (весьма простые в изготовлении и часто многоместные) с последующим вспениванием гранул при нагреве пресс-форм. Для разовых и крупных отливок (иногда весом до нескольких тонн) подходит вырезание моделей из плит полистирола нагретой нихромовой проволокой, например, по шаблонам. Модель и полученная по ней отливка, имеют высокую точность и конкурентный товарный вид.
Свободно можно видеть, «пощупать» отливку в модели, промерять ее стенки, чего при обычной формовке для сложных с несколькими стержнями отливок просто не сделать. Отсутствует смещение стержней и форм при сборке (так как отсутствуют сами стержни). Наши литейщики к такому не привыкли, стереотипы заученные еще в институтах, не дают увидеть новых возможностей литья. Модели красят быстросохнущей краской с порошком-огнеупором, собирают с литником, засыпают сухим песком в ящике (контейнере) и заливают металлом. При заливке металл испаряет модель и собой ее замещает. Чтобы модель не дымила в цех при заливке, из контейнера отсасывают насосом газы – разрежение поддерживают примерно пол-атмосферы.
Производственные участки: модельный, формовочный, плавильный, очистной имеют примерно одинаковые площади и оснащаются простым оборудованием. Вся формовка состоит из засыпки сухого песка без массивных высокоточных машин прессования, встряхивания, устройств сборки форм. Акцент внимания перенесен на производство моделей – этих «легчайших игрушек» с плотностью материала 25-27 кг/куб. м, которое обычно «доверяют» женским рукам, часто располагая на втором и выше этажах зданий.
Оборотное охлаждение песка ведут в пневмопотоке или в проходных трубчатых охладителях. Для черных и цветных сплавов используется одинаковое оборудование, которое, благодаря своей несложности, без затруднений производят в Украине (для других видов формовки качественное оборудование надо везти с Запада). Таким способом получают отливки из чугуна и стали всех видов, бронзы, латуни и алюминия всех марок. В ящике на «елке или кусте» сразу льют десятки отливок, как в ювелирном производстве.
Цеха и участки с этой гибкой технологией множатся по всему миру - от Америки до Китая, на заводах General Motors, Ford Motors, Fiat. Сегодня в мире по пенопластовым моделям производят ~1,4% от всего количества литья (~1,5 млн. т/год), прогнозы на ближайшее будущее дают этой технологии 10-20% мирового литья. Институт ФТИМС, г. Киев, тридцать пять лет совершенствуя в этом деле «фирменную» специализацию, спроектировал оборудование и запустил ряд участков в России, поставил и внедрил такое оборудование в Польше и Вьетнаме, из последних объектов – цех на 400 т/месяц в Днепропетровске.
Низкие затраты на материалы (всего 4 вида, не применяется в форме связующие) экономят не менее 100 дол./т литья, а размещение отливок по всему объему контейнера дает выход годного 70-85%, экономию по шихте металла на 250-300 кг, электроэнергии 100-150 кВт.ч., массы отливок на 10-20% по сравнению с традиционной опочной формовкой. Особенно крупная экономия при литье сложных отливок из износостойких сталей (шнеки для машин производства кирпича, била, молотки и детали дробилок), т. к. резко снижаются затраты на их механообработку. Льют без ограничений колеса, звездочки, корпуса, сантехнику, головки и блоки цилиндров бензиновых и дизельных двигателей, художественное литье. Капитальные затраты на организацию производства сокращаются в 2-2,5 раза, также как и сроки ввода его в эксплуатацию.
Опыт запуска участков до 50-150 т/месяц показал срок окупаемости 9-12 месяцев, притом, что набор оборудования для цехов 10-80 т/месяц отличается мало. Легко разместить такие участки при кузнях, термических, ремонтных и других цехах и участках. Если создавать или реконструировать литейную, то литье по газифицируемым моделям – тот бизнес, в котором металл своим оборудованием и рабочей силой переводится в высокотехнологичный наукоемкий товар. Обрабатывающая промышленность стимулирует переход от экспортирования металла как сырья к его переработке в высокоточные заготовки. Тем более это выгодно для немногих стран с замкнутым металлургическим циклом, к которым относятся Украина и Россия. Без возрождения отечественного машиностроения и перевода в детали и машины своего металла нам не достичь европейского уровня благосостояния.
В Киеве льют черные и цветные металлы развесом 0,1-500 кг. Опытный цех института производит отливки из чугуна, стали, алюминия, медных сплавов (латунь, бронза) до 40 т в месяц и выполняет заказы на серийные и разовые детали. Институт ФТИМС проектирует оборудование цехов и участков, разрабатывает технологию и оснастку для этих цехов и поставляет полный комплект литейного оборудования под ключ. Выполняется пуско-наладка всего комплекса поставленного оборудования и внедрение технологии. Изготовление пресс-форм для моделей (особенно художественных) часто выполняют точным литьем.
Составил Дорошенко В., [Только зарегистрированные пользователи могут видеть ссылки. ], т. 38-066-1457832, ф. 38(044)4248488. Схема технологии, фото цеха, отливок и моделей: [Только зарегистрированные пользователи могут видеть ссылки. ]
-
22.10.2007, 01:28 #2Новичок
- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
Забыл еще фото
-
01.11.2007, 18:55 #3Новичок
- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
-
08.02.2011, 22:13 #4Новичок
- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
Невероятная криотехнология литья по ледяным моделям
В. С. Дорошенко, [Только зарегистрированные пользователи могут видеть ссылки. ] Сообщение от dorosh
Сообщение от dorosh

Физико-технологический институт металлов и сплавов НАН Украины, Киев
ОТ ЛИТЬЯ МЕТАЛЛОВ ПО ПЕНОПЛАСТОВЫМ МОДЕЛЯМ К ЛИТЬЮ ПО ЛЕДЯНЫМ МОДЕЛЯМ
Литейное производство металлических заготовок является основной заготовительной базой машиностроиениятельного комплекса, и от его развития зависят темпы развития машиностроения в целом. Привлечение криотехнологии в литейное производство прежде всего связано с заменой органических материалов для изготовления одноразовых литейных моделей или с заменой связующих для песчаных литейных форм на лед в целях ресурсосбережения и экологизации производства. Если в песчаной форме присутствует сухой песок и модель изо льда, то исключаются горение связующих песчаной смеси заливаемой металлом формы с традиционными газовыделениями в цех, а также вывоз в отвал спеченных песчаных отходов (обычно до 4 т смеси на 1 т полученных отливок для традициооных технологий литья в песчаную форму).
Параллельно с совершенствованием технологии литья по газифицируемым моделям (ЛГМ, Lost Foam Casting Process) из пенополистирола во ФТИМС НАНУ (г. Киев, Украина) под руководством проф. Шинского О. И. разрабатывается концептуально связанный с ЛГМ (использующий ту же модельную и формовочную оснастку) способ получения металлотливок по одноразовым моделям изо льда как конструктивного или матричного материала с незначительными добавками или примесями. На сегодня технологии изготовления ледяных моделей, песчаных форм и отливок по таким моделям институтом ФТИМС защищены десятками изобретений.
Кстати, как в мировой практике ледяные модели делают роботы-принтеры, см. здесь: [Только зарегистрированные пользователи могут видеть ссылки. ]
В институте научно обоснованы криотехнология модельного производства, а также технологический процесс пропитки жидкостью растаявшей модели песка формы как способ сохранения очертаний литейной полости на месте растаявшей модели. Проводятся исследования тепло-, массообменных и физико-химических процессов для доведения криотезнологии до промышленного уровня. На основании изучения гидродинамики проникновения жидкого продукта от деструкции ледяной модели в толщу сухого песка вакуумированной формы на заданную глубину под действием трех факторов (перепадов газового или гидростатического давления и концентрации модельного материала) предложены три способа изготовления оболочковых форм с использованием холодно- или химическитвердеющих связующих композиций. В первом - модель служит носителем связующего, а облицовочная или единая песчаная смесь содержит отвердитель. Во втором - модель служит носителем отвердителя, а облицовочный слой песка - связующего. В третьем - модель замораживается из чистой воды (наиболее экологически благоприятный вариант), которая (расплав модели) не вступает в реакции, приводящие к отверждению формовочной смеси с добавками реагентов отвердителя и связующего (в виде порошка), но без воды эти реакции не идут. При засыпке песка в контейнер с моделью, виброуплотнении и последующим получении такими способами оболочковых форм толщиной корки 3…8 мм в состав оболочки достаточно вводить 0,3...0,4% связующего от массы песка в контейнере, что примерно на порядок меньше, чем имеется в традиционных формах из холоднотвердеющих песчаных смесей (ХТС) со связующим.
Разработка составов замораживаемых в виде модели водных связывающих песок композиций, один компонент которых находится в модели, а другой в окружающей ее песчаной смеси, показала достаточно хорошую технологичность получения оболочковых форм. В одном из таких примеров использовали ледяные модели из водного раствора жидкого стекла плотностью 1,08 г/см3 при содержании в песчаной смеси быстротвердеющего цемента. Продолжительность твердения оболочки от начала таяния модели массой 0,2…0,5 кг составляла от 6 мин. и более, после полного расплавления модели остаток модельной композиции выливали из затвердевшей оболочкой, а оболочковую форму направляли на подсушку или заливку металлом в вакуумируемой форме.
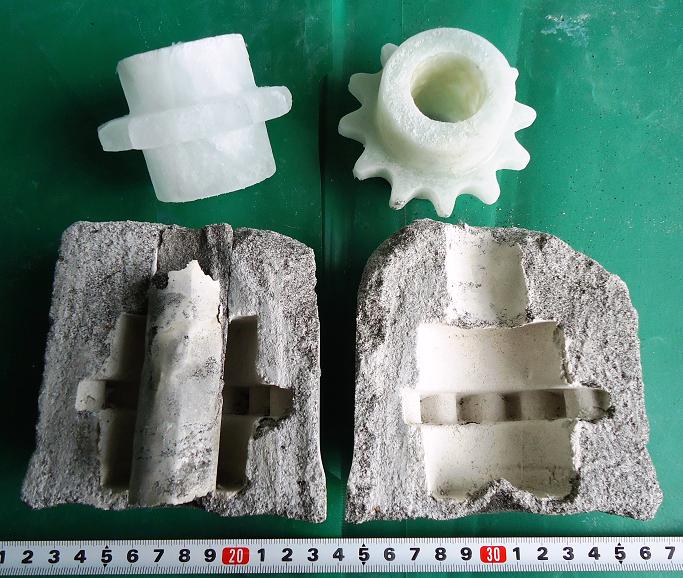
Также разработаны оригинальные способы нанесения на ледяные литейные модели синтетической пленки с последующим использованием технологии вакуумно-пленочной формовки. Способы получения коркообразных покрытий как оболочковых форм с герметизирующими и противопригарными свойствами позволили отработать технологию образования стабильно устойчивой песчаной поверхности рабочей полости формы. Эта технология основана на многократном обороте сыпучих материалах: несвязанного песка или песчаной смеси, которые пропитываются талой жидкой композицией модели. Избыток этой композиции выливается или откачивается из полости формы (с возможностью повторного использования), и получаются достаточной прочности формы для заливки металлом. В такие оболочковые формы получены из черных и цветных металлов отливки шестерен и полумуфт как при формовке одной ледяной модели со стояком, так и блока из двух и более моделей.
Описанное применение криотехнологии для литья по одноразовым ледяным моделям деталей из металлов для машиностроения исключает или минимизирует использование полимеров или связующего для песка в литейной форме, заменяет органические (пенопластовые или парафин-стеариновые выплавляемые) модели на ледяные, а такой процесс производства отливок полностью соответствует экологически чистым безотходным технологиям.
 ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,_big.jpg) ,
,  ,
,  ,
,  ,
,
 ,
,
 ,
,
 ,
,
Подробнее смотри: [Только зарегистрированные пользователи могут видеть ссылки. ], [Только зарегистрированные пользователи могут видеть ссылки. ], [Только зарегистрированные пользователи могут видеть ссылки. ], [Только зарегистрированные пользователи могут видеть ссылки. ]
Резюме.
Криотехнологии машиностроения - литье из черных и цветных металлов по ледяным моделям, получение отливок из чугуна, стали, алюминия, медных и др. сплавов. Институтом ФТИМС (г. Киев) эта криотехнология защищена десятками патентов на изобретения.
Ищем научных и инженерных партнеров для совместных исследований и внедрения такого вида литья в производство как решение проблем экологии и ресурсосбережения. [Только зарегистрированные пользователи могут видеть ссылки. ], т.38(066)1457832Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
-
07.03.2011, 19:40 #5Новичок
- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
Получение отливок из металла по ледяным моделям (просто добавь воды)
(просто добавь воды) Сообщение от dorosh
16 , 18
, 18 , 19
, 19 , 20
, 20 , 21
, 21 , 22
, 22 , 23
, 23 , 24
, 24 , 25
, 25 , 26
, 26 , 27
, 27 Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
-
14.03.2011, 01:00 #6Новичок
- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
Ледяные модели получаются отлично
27
, 28 , 29
, 29 , 30
, 30 , 30
, 30 , 31
, 31 Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
-
07.05.2012, 00:09 #7Новичок
- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
Можно ли отлить снежинку?
Литье по ледяным моделям - в процессе создания технологии.


 Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
-
12.03.2013, 02:00 #8Новичок
- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
Новое о литье по ледяным моделям
Новые модели





 Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
-
24.05.2013, 20:10 #9Новичок
- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
Литье металла по газифицируемым моделям - красивое производство
Расширяется область применения ЛГМ-процесса. Сообщение от dorosh
Все больше желающих реконструировать свой литейный цех под этот экономичный процесс, а также расширяются наши литейные мощности в Киеве, поскольку растет число заказов.
Ведь альтернативы этой технологии нет.
Смотрите новые примеры:














 Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
-
24.05.2013, 20:11 #10Новичок
- Регистрация
- 22.10.2007
- Сообщений
- 19
- Поблагодарил(а)
- 0
- Получено благодарностей: 0 Репутация: 0 [+/-]
Сообщение от dorosh













 Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832
Литье черных/цвет. металлов развесом 0,1-1500 кг, Киев. Отливки из чугуна, стали, алюминия, медных сплавов, поставка оборудования для литья по газифицируемым моделям -Институт проектирует под ваш цех. Владимир doro55v@gmail.com, т.38(066)1457832

 Ответить с цитированием
Ответить с цитированием




Социальные закладки